
匀胶机转速与厚度关系对胶层的影响
发布时间:2024-06-27来源:烤胶机专业制造商-深圳市邦企创源科技有限公司
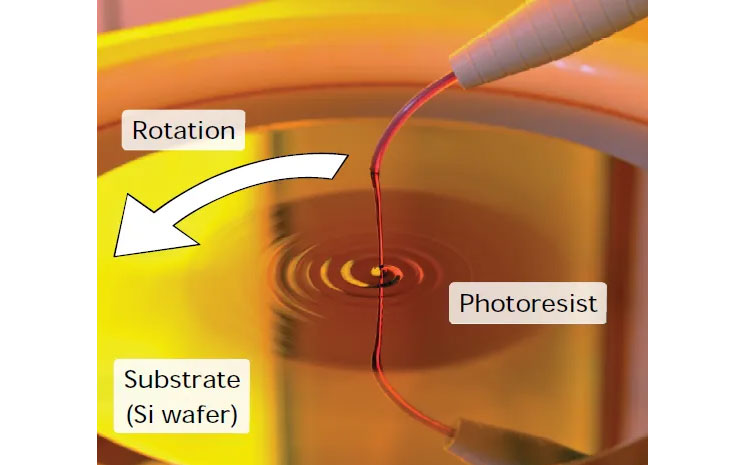
匀胶是光刻中比较重要的一步,而旋涂速度是匀胶中至关重要的参数,匀胶机的转速与胶膜厚度之间存在直接的关系,其中转速越高,胶膜的厚度越薄,反之则越厚。匀胶机的工作原理是利用高速旋转的基片,通过离心力使滴在基片上的胶液均匀地涂覆在基片上。在这个过程中,胶膜的厚度取决于匀胶机的转速和溶胶的黏度。那么我们在匀胶时,是如何确定匀胶速度呢?它影响光刻胶的哪些性质?

一:匀胶的过程?
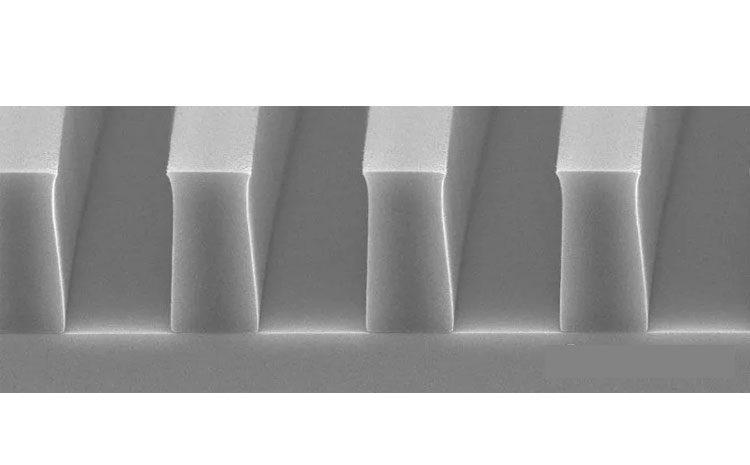
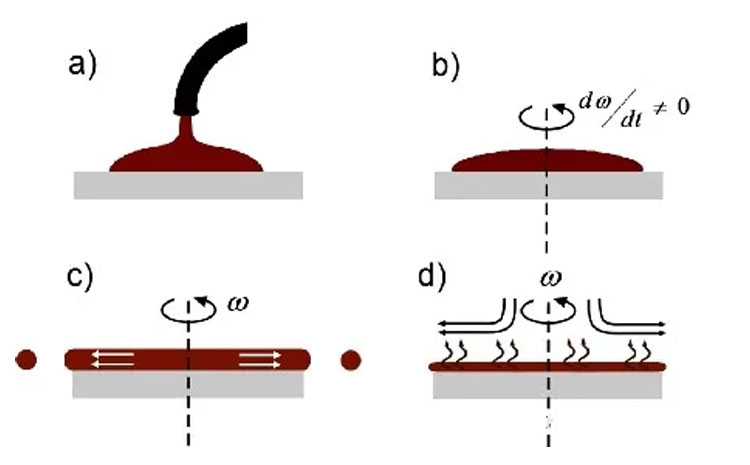
将一定量的光刻胶滴到衬底的中心,先以较低的速度旋转,旋转产生的离心力使光刻胶从中心到边缘开始流动,并在衬底上初步铺展。随后迅速提高转速,离心力变大,多余的光刻胶被甩出,光刻胶薄膜变薄;树脂上方的空气流动使光刻胶溶剂迅速蒸发,有助于形成了均匀的光刻胶薄膜。
二:旋转速度对胶厚的影响
首先,旋转速度影响的是匀胶时的离心力,公式为:
其中:m 是光刻胶质量。r 是旋转半径。ω 是角速度( 单位:rad/s )。ω与转速的关系如下:
其中 N 是每分钟转数(rpm),由上面两个公式可以看出,转速越大,角速度越大,那么离心力越大。而离心力越大,光刻胶被推向衬底边缘的力就越大,涂层就越薄,离心力与光刻胶厚度成反比。
那么光刻胶厚度与转速的公式为:
ℎ 是光刻胶的厚度。N 是旋涂速度( rpm/每分钟 )。k 是光刻胶与设备的特性等所决定的。如果在其他情况不变的情况下,光刻胶的厚度与转速的二次方成反比。
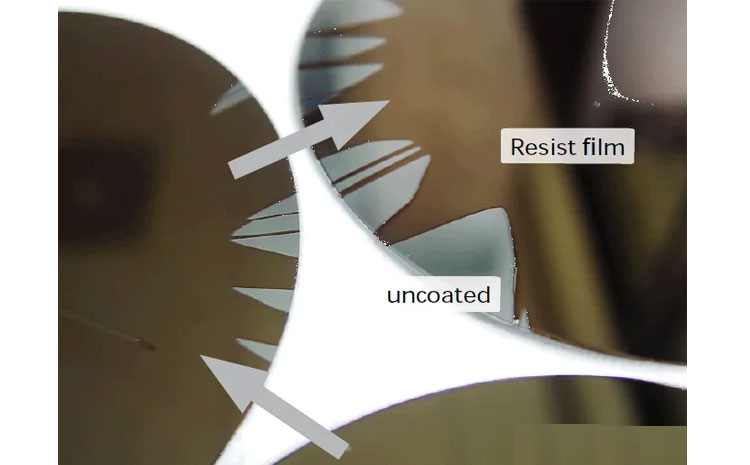
三:旋转速度对均匀性的影响
光刻胶在高速旋转时,上方的空气流动对于匀胶的均匀性影响很大。而流体又分为层流或湍流,用雷诺数表示。根据公式:
Re为雷诺数,ω 是衬底的角速度( rad/s ),r 是衬底的半径( m ),而 v 是空气的运动粘度。通常,空气的运动粘度在标准大气压下和室温(约20°C)时大约是
1.56×10-5m2/s。从公式可以看出,晶圆尺寸越大,转速越快,晶圆上方流体的雷诺数越大。
在旋涂过程中,通常可以使用上面的公式来估算雷诺数,以确定流体流动的特性。根据经验,当雷诺数Re大于302000时,会被定义为过度湍流,那么光刻胶的均匀性会大打折扣。因此,旋转速度不能过高。
举个例子,以一片12inch的晶圆( 半径0.15m )为例,要保证良好的均匀性,0.15×0.15ω/1.56×10-5≤ 302000。则角速度w≤ 209.4,转化为转速N≤ 2000。也就是说,12inch晶圆在匀胶时最大转速不要超过2000转,2000转以上可能就会出现光刻胶均匀性下降的风险。其他尺寸晶圆的最高匀胶速度以此类推。
最后,匀胶的时间不宜过长,因为随着匀胶时间的增加,光刻胶中的溶剂在不断地挥发。随着时间延长,膜层开始干燥,这会影响其均匀性和质量,增加时间成本,因此根据经验,5微米以下的薄胶,匀胶总时间最好不要超过一分钟。

综上所述,匀胶机转速与厚度关系之间存在明确的正比关系,即转速越高,胶膜厚度越薄;反之,转速越低,胶膜厚度越厚。这种关系在实际应用中对于控制产品质量和满足特定生产需求具有重要意义。